Rent a commercial field test unit for a little as $2000 USD per month
Lets us show you a less than 8 month payback on capex
Webinar -RSL Membranes™ - Available in English, Chinese, Spanish, Thai, Vietnamese and Malaysian
Produced Water- Recycle- Five Case Studies
The New 100 m3/ hour RSL Membrane™ treatment module
Oil and gas operations generate high amounts of water with oil and gas production. This water is known as “produced water”. For every m3 or bbl of oil produced, there are 4 to 8 m3 or bbl of water produced. The produced water typically contains TSS (50 to 300 ppm), turbidities ranging from 100-1000 NTU, high TDS specifically sodium and chlorides (2000 to 175,000 ppm), and oil (30 to 1000 ppm). The RSL Membranes™ treat produced water in this high TDS environment. One process unit, the RSL Membranes™, can separate colloidal solids and oil simultaneously such that the treated water is consistently a high quality (< 5 ppm of oil-typically 1 ppm, < 1 ppm of TSS and < 1-micron particle size). The capability of the RSL Membranes™ has been demonstrated in five case studies.
1. Ft McMurray, Alberta-Horizon Mine – Canadian Natural Resources Ltd.(CNRL)
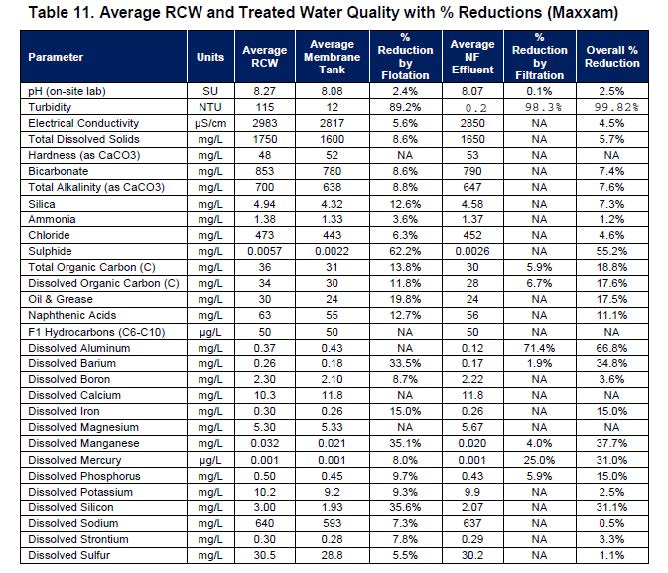
The first serious assessment using a third party occurred at the Horizon Oil Sands mining site in Ft McMurray Alberta. CNRL needed a pretreatment technology for an RO system they were considering for their recycled produced water used in their bitumen recovery process. The source of the water was their process tailings pond. They initially assessed twelve technologies. From that assessment, two technologies were selected ; RSL Membranes™ and Veolia’s ceramic membranes with a silica carbide skin layer. These two technologies were then evaluated over a 12 month time frame by a third party operator. The RSL Membranes™ not only performed consistently, they also outperformed the ceramic membrane with a 10 fold improvement in flux rates. In addition, the RSL Membranes™ performed consistently at varying raw water quality, whereas the ceramic membranes were limited in operation up to TSS levels of <100 mg/l. The table below provides a summary of the treatment results.
2. Dajing China -Petro China
In 2019, after two years of evaluating the RSL Membrane™ technology in laboratory tests and small field applications, Petro China purchased a 25 m3/hr (4000 bbl/day) RSL Membrane™ treatment system. The system operated for one year until operations were closed due to Covid. The treatment system is now been refurbished and will be placed back into operation. Isle Utilities, a third-party global water technology assessor, assessed the RSL Membrane™ technology and the results of operation at the Dajing Oil field. The Isle Utility assessment was undertaken as per a contract via a group of major offshore oil production E & P companies. Their interest in the RSL Membranes™ was the small footprint. Isle Utilities was responsible for an assessment that compared many technologies that could be used to treat produced water from offshore oil and gas production platforms. The conclusion of their assessment identified RSL Membranes™, with its small footprint, as the lead technology to be considered for the treatment of produced water generated on offshore environments. The recommendation was based on the excellent performance data obtained from the operation of the RSL Membranes™ in the Dajing oil field. The main data points assessed were turbidity < 0.5 NTU, particle size <0.65 micron, TSS< 1 mg/l and oil < 5 mg/l. Petro China has rated RSL Membranes™ as the best available produced water treatment technology in the world.
Dajing China: Operators taking sample on 25 m3/hr RSL Membrane System™Permeate 25 m3/hr – Petro China-Dajing Production Zone
3. Midland Texas November 2021-February 2022
This case study was the result of a 9 million dollar financing where the financing consortium wanted to see physical real time proof the RSL Membrane™ technology could perform as stated. A 10 m3/hr (800 bbl/day) RSL Membrane™ was operated for a four-month period and was reviewed by the financing consortium. The operating data confirmed the following.
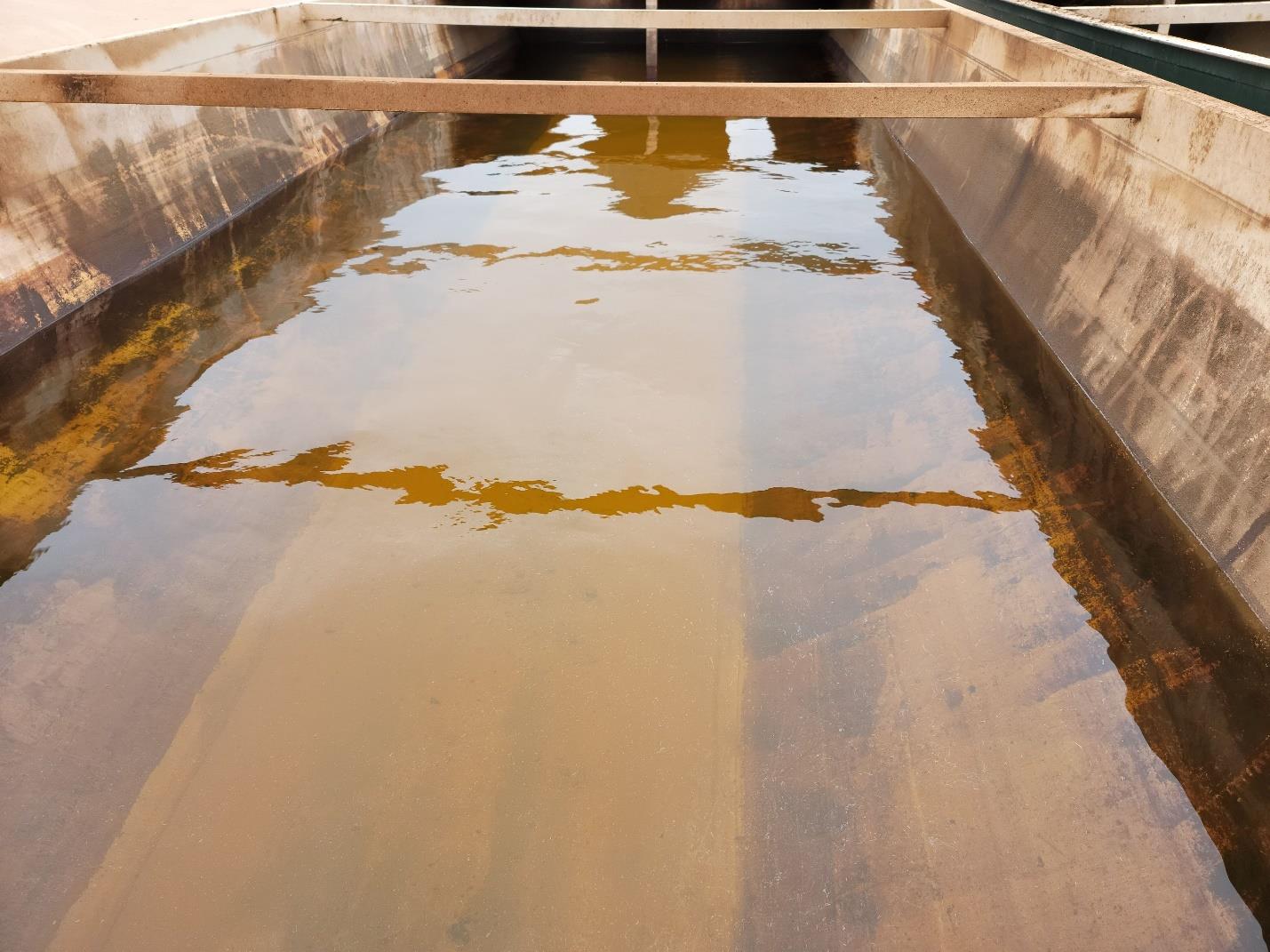
RSL Membranes™ provide the benefit of one process unit being capable of separating colloidal solids and oil simultaneously. In fact, the operator of the E & P facility, where the RSL Membrane™ treatment system was operating, declared that there was no oil in the produced water being treated as the produced water had already gone through three conventional oil water separation processes. As shown below, there was residual oil in the water being treated by the RSL Membranes™ and that oil was separated by the membranes. A frack tank was used to collect the mixture of water, and separated solids and oil vacated from the RSL Membrane™ housing during backwash. There is a distinct layer of oil on the surface of the frack tank. In fact the frack tank has three distinct layers; the top oil layer, the bottom settled solids from the back wash and a relatively clean layer of water sandwiched in the middle. The middle layer of water was always conveyed back to the raw water tank feeding the RSL Membranes™. The separated oil was skimmed and sent to the production tanks. The remaining small volume of solids/sludge waste on the bottom of the frack tank was sent to a solids handling facility.
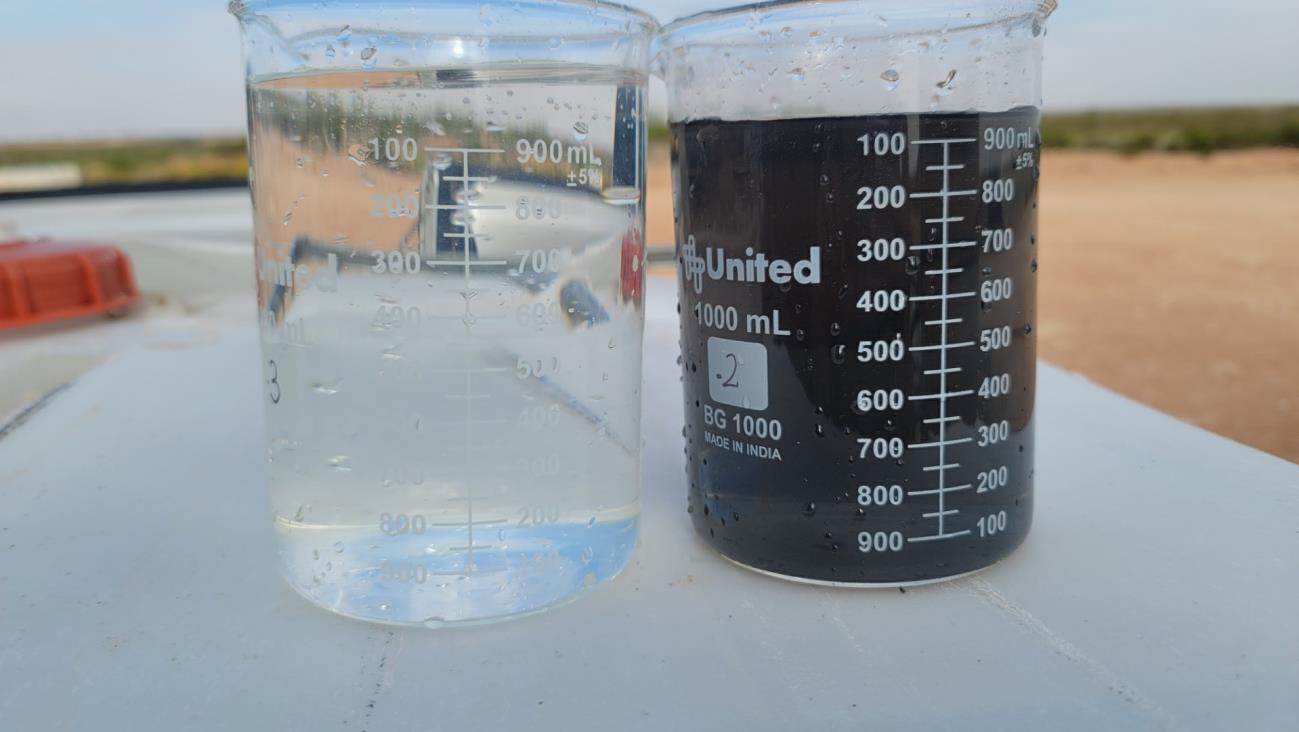
The treated permeate water from the RSL Membranes™ was crystal where the NTU was <1.
The Cost to operate the RSL Membranes™ is significantly less than the closest competing technology, commonly known as DAF (dissolved air flotation technology). DAF which is widely used by the US Petroleum industry and global off shore oil and gas production platforms.
4. Operation at a Salt Water Disposal (SWD) facility- Barstow Texas- new 100 m3/hr (15000
bbl/day August -October,
20offshorecase study was generated as a result of the operator of an SWD wanting to apply the RSL Membranes™ to improve the capacity of their SWD by removing residual oil. The intent was to increase flow into the SWD but not increase the conventional oil water separation tankage known as a gun barrel. For DBE Hytec, this field application was useful as DBE Hytec had just built it’s first 100 m3/hr (15000 bbl/day) produced water treatment system and needed a location to commission the process unit. The process unit treated water from two locations at the SWD facility.
The bottom of the gun barrel which is considered as tank bottom waters. Tank bottoms are one of the worst waters to treat.
The inlet to the gun barrel at the location where a layer (commonly referred to as a pad layer of emulsified oil) occurs and causes significant operational issues with the SWD.
The results of those two test locations are displayed in the table below. Unfortunately, the second location at the inlet of the gun barrel did not result in the treatment of a pad layer. Just prior to the RSL Membranes™ being connected to this location, the operator had cleaned the tanks and the pad layer did not develop during the time period that the RSL Membranes™ were treating water from this location. Nevertheless, this location did allow for the treatment of water directly from the pipeline which transports the produced water to this SWD facility.
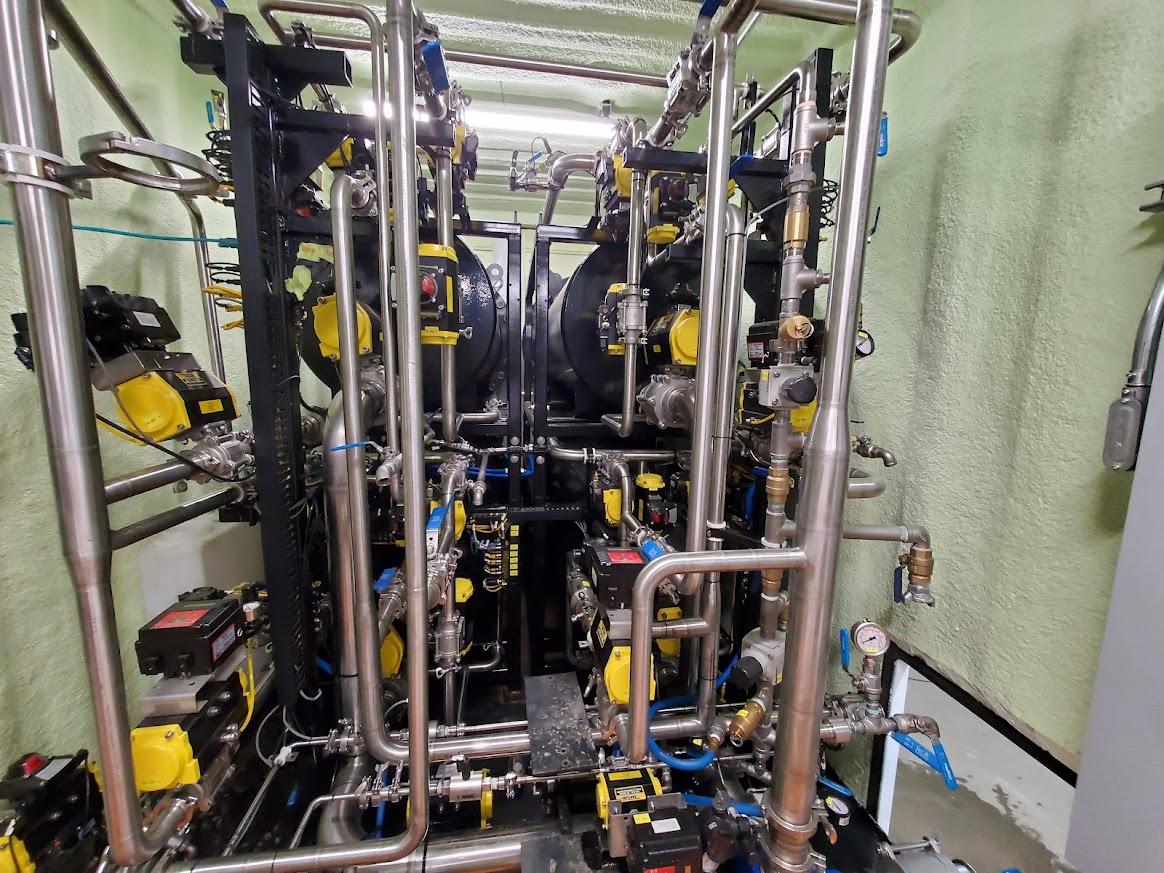
Setting up RSL Membranes™ Sea Container unit at SWD Facility – Barstow TXInside Container there are two operating Skids with 4 housings
By opening the double wide doors at the ends of the trailer unit, the membranes within the housings are accessible. The flange cover on the membrane housing can be removed exposing the membrane tube bundle which slides out of the housing via a slide out tray.
The Treated permeate water resulting from the treatment of the water from the bottom of the Gun Barrel
The following table provides a more detailed analysis of the treatment capability of the RSL Membranes™.
The data confirms the ability of the technology to provide a high level of
colloidal solid removal resulting in a low turbidity water.
residual oil removal
Iron removal
In addition, the operation of the RSL Membrane™ at the inlet location of the gun barrel confirmed the RSL Membrane™ can treat water directly from a produced water pipeline thereby avoiding the use of a SWD for recycling purposes. This is a significant benefit in that an RSL Membrane™ module can be set up easily at any riser location along a produced water pipeline to provide water for fracking or EOR applications in proximity to the pipeline.
Water Quality Analysis of Waters from a Salt Water Disposal Facility- Barstow, Texas
Date
October 14-22
October 27-22
Raw water pipeline
Reduction based on treated water
Bottom of Gun Barrel
% Reduction based on treated water
Treated water
Raw water from Pad layer region of Gun Barrel
Treated water
% Reduction based on treated water
Turbidity
73
100.00%
120
120100.00%
<0.2
27
<0.2
100.00%
TSS (ppm)
94
100.00%
162
100.00%
<1
26
<1
100.00%
Oil (ppm)
10
100.00%
7
100.00%
<2.5
10
<2.5
100.00%
pH
6.51
6.47
6.78
6.54
6.52
ORP
-95
-130
132
-42
95
H2S
0
0
0
0
0
CO2
246
-22.36%
285
-5.61%
301
198.00
282
-42.42%
Al (ppm)
0.15
0.00%
0.15
0.00%
0.15
0.15
0.15
0.00%
Arsenic (ppm)
0.15
0.00%
0.15
0.00%
0.15
0.15
0.15
0.00%
Barium (ppm)
33.669
-16.26%
30.663
-27.65%
39.142
37.00
36.2
2.16%
Boron (ppm)
46.443
9.26%
46.952
10.25%
42.141
45.00
39.3
12.67%
Calcium (ppm)
12204
-14.20%
16308
14.54%
13937
10422
8853
15.05%
Chloride (ppm)
127091
21.20%
128992
22.36%
100143
110790
101003
8.83%
Iron (ppm)
12.42
99.88%
2.168
99.31%
0.015
9.80
0.015
99.85%
Lithium (ppm)
23
8.70%
23
8.70%
21
17.40
17
2.30%
Manganese (ppm)
5
-20.00%
7.9
24.05%
6
5.50
5.8
-5.45%
Magnesium (ppm)
3102
15.22%
3415
22.99%
2630
1948.00
1879
3.54%
Potassium (ppm)
1295
12.28%
1365
16.78%
1136
894.00
732
18.12%
Sodium (ppm)
60630
30.20%
56740
25.42%
42317
50314.00
40657
19.19%
Strontium (ppm)
1657
4.59%
2017
21.62%
1581
1072.00
1581
-47.48%
Sulfate (ppm)
315
-23.81%
332
-17.47%
390
224.00
245
-9.38%
5. Operation in South Texas to treat Produced Water at an E & P site: December -2022 to present-2023
The RSL Membranes were moved from the Barstow SWD site to a E & P operating site where there was a need to operate on a 24 hour-7 day a week basis and treat water as generated at varying flow rates and quality. The Operator paid for the treatment of the water at commercial rates. In addition adjacent to this site was another site where the E & P operator was using flotation (DAF) technology, a technology considered as the competition to RSL Membranes™.
Easy Mobility for the RSL Membrane™ Treatment Unit- 100 m3/ hr being moved from Barstow, Texas to a southern Texas E & P Operator Site.
The RSL Membranes after two months of operation with the slide out tray for easy maintenance.
In this particular operation, the E & P operator was concerned with iron in the treated water. As a result hydrogen peroxide H2O2 was used to oxidize the iron to a precipitated solid before the water was treated by the RSL Membranes™.
Below are the results of
the water as a raw water,
treated with H2O2 and then
the final permeate (treated water) after the RSL Membranes™.
The results confirmed the production of high quality water, residual oil removal as well as iron removal. All of these parameters were superior to the DAF technology output at the adjacent site. However, in this case study a very significant new benefit of the RSL Membranes™ was demonstrated. When compared to the DAF technology, the RSL Membranes™ have a 90% reduction in sludge production volumes. Managing sludge is very expensive. This high level of sludge volume reduction provides a further and significant cost advantage in favor of the RSL Membranes™
Duplicate samples of Raw water without H2O2, Raw water with H2O2, and RSL Membrane treated water (permeate).
Produced Water Analysis- Treated by RSL Membranes South Texas
Date
February 13-23- average of two separate samples ( Feb 11 and 12)
Raw Produced
Water before Hydroxide addition
% Reduction based on treated water
Raw Produced
Water after Hydroxide addition
% Reduction based on treated water
Permeate (treated) from RSL Membranes
Turbidity
135
98.52%
190-390
99.31%
<2
TSS (ppm)
94
94.68%
110-290
97.50%
<5
Oil (ppm)
56
95.54%
93
97.31%
<2.5
pH
6.9
7
6.78
ORP
-95
180-310
200-375
H2S
CO2
Al (ppm)
<5
0.00%
<5
0.00%
<5
Arsenic (ppm)
<1
0.00%
<1
0.00%
<1
Barium (ppm)
13.7
1.46%
14
6.25%
13.5
Boron (ppm)
113
1.77%
116
4.31%
111
Calcium (ppm)
6570
10.35%
6500
9.38%
5890
Chloride (ppm)
Cobalt (ppm)
<1
0.00%
<1
0.00%
<1
Chromium (ppm)
<1
0.00%
<1
0.00%
<1
Copper (ppm)
<1
0.00%
<1
0.00%
<1
Iron (ppm)
7
71.43%
10.5
80.95%
<2
Lead (ppm)
<1
0.00%
<1
0.00%
<1
Lithium (ppm)
94.4
10.70%
92.3
8.67%
84.3
Magnesium (ppm)
565
2.65%
606
9.24%
550
Manganese (ppm)
4.09
19.32%
3.75
12.00%
3.3
Nickel
<1
0.00%
<1
0.00%
<1
Phosphorus
4.28
69.63%
3
54.70%
1.3
Potassium (ppm)
1160
12.07%
1160
12.07%
1020
Sodium (ppm)
26400
5.68%
27400
9.12%
24900
Strontium (ppm)
622
6.27%
617
5.51%
583
Sulfate (ppm)
Zinc (ppm)
12.4
89.11%
11
87.73%
1.35
Lets us show you a less than 8 month payback on capex
RSL Membranes™- Economic Impact of High Recovery membranes -presenting at the February 10 - February 13 2025 Produced Water Society 35th Annual Conference -Houston Texas
RSL Membranes™- Reducing Sludge Volumes and Creating Fast Capex Payback -Invited to present at Society of Petroleum Engineers “ Membrane Separation Processes Applied to Produced Water Management, September 16 – 18, 2025, JW Marriott Copacabana, Rio de Janeiro, Brazil.
RSL Membranes compared to Conventional UF Membranes -presenting at the International Water Conference November 9 to 13 2025, Hilton Lake Buena Vista. Orlando Florida
Mr Wong’s Simplicity- 3 easy operating steps
Colloids separates from the water using the natural forces explained by the DLVO Theory
Not a barrier type membrane technology
High Flux rates of 250 to 850 lmh
Replaces clarifiers, flotation, media filters, oil water separators and conventional UF/MF membranes
Dead end flow design- 90% energy reduction
Floor Area requirements reduced by 25% to 40%.
Modular Design from 1.5 m3/hr to 400 m3/hr.
Robust – accepts wide variation of TSS and oil in feedwater
98.5 to 99.9 % recovery- low reject volume
Significantly reduce scheduled acidic and caustic CIP compared to conventional membranes
Eliminates or reduces coagulant addition
Can operate semi-autonomously
Removal of dissolved Iron, Aluminum, Zinc, Silica and other elements